
Инъекциялык калыптарөнөр жай өндүрүшүнүн негизги технологиялык жабдуулары болуп саналат, пластмасса тетиктерин өндүрүү үчүн калыптарды колдонуу, өндүрүштүн эффективдүүлүгүн камсыз кылуу, сапатын камсыз кылуу оңой, өндүрүштүк чыгымдардын аздыгы, инжектордук калыптар өнөр жай өндүрүшүндө барган сайын кеңири колдонулууда.Инжектордук форманын эң маанилүү процесси катары анын калыптарынын сапаты продукциянын сапатына түздөн-түз таасирин тийгизет, ал эми калыптардын өндүрүштүк наркы ишканалардын өнүктүрүүгө кеткен чыгымдарынын чоң бөлүгүн ээлейт.Ошентип, пластикалык буюмдардын баасын төмөндөтүү, ишкананын өндүрүмдүүлүгүн жана атаандаштыкка жөндөмдүүлүгүн жогорулатуу үчүн инжектордук калыптардын кызмат мөөнөтүн / атуу мөөнөтүн жакшыртуу олуттуу таасирин тийгизет.
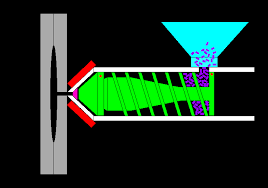
Пластикалык инжектордук калыптоо процесси, негизинен, инжектордук машинанын баррелинде пластикалык чийки затты жылытуу пластмассалаштыруудан кийин, инжектордук машинанын бурама кыймылында, пластмасса белгилүү бир температурага жеткенден кийин, белгилүү бир басым жана ылдамдык менен инжектордук машинанын түтүгү аркылуу калыптын көңдөйүнө жана анда басым кийин көк, продукт муздатуу жана көк ачуу жана пластикалык бөлүктөрүн алуу.

Инъекциялык калыптоо процессинде калыптын бети калып жабылганда басымды көтөрүшү керек, калыптын көңдөйүндөгү пластмасса эритмесинин басымы жана калып ачылганда тартуу күчү, анын ичинен пластик эритмесинин басымы көңдөйүндө эң маанилүүсү.Ошол эле учурда, көктүн белгилүү бир температура шарттарында сакталышы керек, көктүн температурасы циклдик өзгөрүүлөргө жетишүүгө аракет кылышы керек, кардардын талаптары көктүн температурасы жогору болушу керек, ал издин эришин эффективдүү азайта алат, пластикалык бөлүктөр көктүн температурасынан төмөн болушу керек.Болбосо продуктунун деформациясы салыштырмалуу чоң болот.Мындай иштөө шарттарында көк, негизинен, температуранын жана басымдын таасири астында ашыкча деформацияга жана ысык жана муздак чарчоонун үзүлүшүнө кабылат.
Калыптын көңдөйүн толтуруу процессинде пластмасса, жогорку температура жана жогорку басымдагы эритинди тазалоо менен калып түзүүчү бөлүктөр, агымдын сүрүлүүсү, буюмду калыптан чыгаруу процессинде, көңдөй жана өзөк жана пластмасса бөлүктөрү жумуш процессинде сүрүлүүнү оңой чыгарат, натыйжада көктүн эскирүү феноменинде.Ошол эле учурда калыптын тез-тез ачылып жабылышынан калыптын жетектөөчү тетиктери жана калыптоо бөлүктөрү эскирип, эскирип, бошоп кетет.


Калыптоо процессинде кээ бир пластмассалар жогорку температуранын жана басымдын астында чирип, жегич газдарды пайда кылат, алар калыптын бетин оңой дат басып, бузуп, калыптын бетине зыян келтирет.
Инжектордук калыптардын өндүрүшү белгилүү бир санга жеткенде, калыптын ашыкча эскиришинен улам буюмдун бетинин сапаты талаптарга жете албайт, продукт ашып-ташып, учуп жаткан чети олуттуу болуп, көктүн көңдөйүн жана өзөгүн оңдоого болбойт, калыптын мөөнөтү бүтөт.Форма иштебей калганга чейин бүтүргөн пластикалык бөлүктөрүнүн жалпы саны калыптын иштөө мөөнөтү деп да аталат.
Посттун убактысы: 26-июль-2022